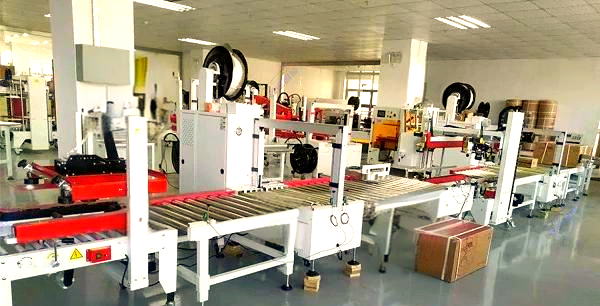
在工业自动化与智能化浪潮的推动下,包装生产线已成为食品、饮料、医药、日化、电子等众多行业不可或缺的核心装备。一条高效、稳定、智能的包装生产线,不仅能极大提升生产效率、保障产品品质,还能降低人力成本与物料损耗。面对市场上琳琅满目的品牌,如何选择成为许多企业的难题。本文旨在梳理国内外知名的包装生产线品牌,为您提供一个清晰的概览。
一、国际领先品牌
- 德国品牌:以精密与可靠著称
- Bosch Packaging Technology(博世包装技术):全球包装技术的领导者之一,尤其在制药、食品和糖果领域提供从单机到完整系统的全系列解决方案,以高精度、高卫生标准和模块化设计闻名。
- Krones(克朗斯):饮料灌装与包装领域的绝对巨头,提供从清洗、灌装、封盖到贴标、检测、码垛的整线交钥匙工程,技术全面且创新能力强。
- SIG(西得乐):专注于液体食品(如果汁、乳制品)的无菌灌装与包装解决方案,其 Combibloc 纸盒包装系统全球知名。
- 意大利品牌:设计优雅与柔性化生产
- SACMI(萨克米):在陶瓷、包装(特别是饮料罐、塑料容器制造与灌装)领域是全球领先的集团,生产线以高速、高效著称。
- IMA(伊玛):在药品、茶叶、咖啡和食品的包装领域(特别是泡罩包装、袋包装)处于世界领先地位,设备精密且自动化程度高。
- 美国及其他地区品牌
- Barry-Wehmiller(旗下包括多个知名子品牌):通过收购整合了如 Pneumatic Scale Angelus(灌装封盖)、Fleetwood(纸箱包装)等众多优秀品牌,提供广泛的包装解决方案。
- Tetra Pak(利乐):瑞典公司,全球无菌纸盒包装系统的开创者和领导者,为液态食品提供从加工到包装的完整生产线。
- 日本品牌:如 Fuji Machinery(富士机械)在立式包装机领域,Yaskawa(安川)在机器人集成应用方面各有建树。
二、国内优势品牌(中国市场为主)
中国包装机械行业经过数十年的发展,已涌现出一批技术过硬、市场占有率高的优秀品牌,尤其在性价比和本地化服务方面具备强大优势。
- 综合型领先企业
- 广州达意隆包装机械股份有限公司:中国液体包装生产线领域的领军企业,提供从吹瓶、灌装到二次包装的完整解决方案,产品出口全球。
- 杭州永创智能设备股份有限公司:专注于智能包装生产线,产品线覆盖从单机到整线,在二次包装(如装箱、码垛)和后道物流领域实力强劲。
- 中亚机械:在乳品、饮料的无菌灌装和塑瓶成型灌装旋盖一体机方面技术领先。
- 细分领域专家
- 新美星:专注于饮料、酒类、调味品等领域的流体装备和整线集成。
- 上海松川远亿机械设备有限公司:在食品(如糕点、馒头)和工业品的高速枕式包装、立式包装领域深耕多年。
- 广东星联精密机械有限公司:专注于 PET 瓶坯模具和瓶坯注塑系统,是产业链上游的关键供应商。
- 楚天科技:国内制药装备的龙头企业,提供西林瓶、安瓿瓶、口服液等药品的灌装封口及后包装联动线。
三、如何选择适合的品牌与生产线?
选择包装生产线品牌时,需综合考虑以下因素:
- 产品特性:产品的形态(液体、固体、颗粒、粉末)、材质、包装形式(袋装、盒装、瓶装、罐装)是选择的基础。
- 产能要求:明确生产速度(如瓶/分钟、袋/分钟)和计划产能,匹配设备的稳定运行速度。
- 自动化与智能化程度:根据投资预算和人力规划,选择从半自动、全自动到集成机器人、MES系统的智能化产线。
- 卫生与安全标准:食品、药品行业对设备的材质(如不锈钢等级)、清洁设计、认证(如GMP)有严格要求。
- 品牌口碑与售后服务:考察品牌的行业案例、设备稳定性、备件供应及时性以及技术支持的本地化能力。
- 投资回报率(ROI):综合考量设备价格、运行效率、能耗、损耗率及维护成本。
###
无论是追求顶尖技术与可靠性的国际品牌,还是看重高性价比与快速响应的国产品牌,当前市场都为用户提供了丰富的选择。建议企业在规划包装生产线时,充分进行工艺论证和供应商考察,甚至可以要求进行中试。未来的包装生产线将更加柔性化、数字化和可持续,选择能与自身未来发展战略协同进步的合作伙伴,方能赢得市场竞争的先机。