天津汉顿集团作为国内包装行业的知名企业,其包装生产线凭借先进的技术、高效的运营和可靠的质量,在食品、医药、日化等多个领域树立了行业标杆。本文将深入探讨天津汉顿集团包装生产线的核心优势、技术特点及其在产业发展中的重要作用。
一、 技术集成与自动化水平
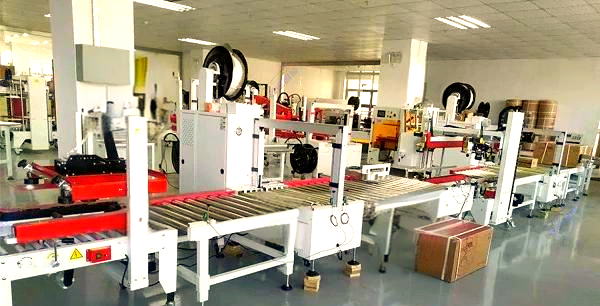
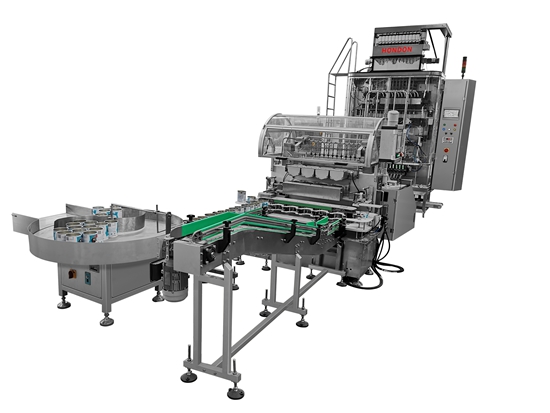
天津汉顿集团的包装生产线深度融合了机械工程、自动控制、传感技术和信息化管理。生产线普遍采用PLC(可编程逻辑控制器)与工业计算机协同控制,实现了从物料供给、产品灌装/填充、封口、贴标、喷码到装箱、码垛的全流程自动化。通过引入机器视觉系统进行质量在线检测,以及机械臂完成精密抓取与摆放,大幅提升了生产效率和产品一致性,降低了人工成本与误差率。
二、 模块化设计与灵活适配能力
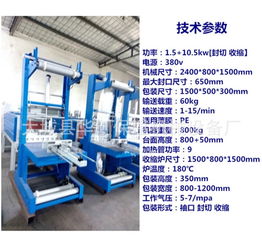
面对市场多品种、小批量的柔性生产需求,汉顿集团的包装生产线突出模块化设计理念。各功能单元(如上料机、灌装机、封口机、贴标机等)采用标准化接口,可根据客户产品的特性(如形态、粘度、包装材料)和产能要求进行快速组合与配置。这种灵活性使得生产线能够轻松适配从液态、膏体到固体颗粒等多种物料的包装,并为客户未来的产品线扩展预留了升级空间。
三、 注重卫生与安全标准
尤其在食品和医药包装领域,汉顿集团的生产线严格遵循GMP(良好生产规范)及相关卫生标准。设备接触物料部分广泛采用304/316L不锈钢材质,表面光滑易于清洁,管线设计避免死角。洁净区设计、尘埃控制以及CIP(原位清洗)系统的集成,确保了生产过程的卫生安全,有效保障了终端产品的品质。
四、 智能化与数据驱动
集团积极拥抱工业4.0,为其包装生产线注入了智能化元素。通过SCADA(数据采集与监控系统)和MES(制造执行系统),实时采集设备运行状态、生产数量、能耗、故障报警等数据。管理人员可通过中央控制室或移动终端远程监控生产实况,进行数据分析与优化决策,实现预测性维护,减少非计划停机,从而提升整体设备效率(OEE)。
五、 可持续发展理念
在生产线设计中,汉顿集团贯彻绿色制造理念。通过优化机械结构降低能耗,采用伺服驱动技术提高能源利用效率。生产线兼容环保可降解包装材料,并注重包装本身的减量化设计,帮助客户履行企业社会责任,应对日益严格的环保法规。
天津汉顿集团的包装生产线不仅是高效、精密的生产工具,更是其深厚技术积淀、前瞻市场洞察和以客户为中心服务理念的集中体现。通过持续的技术创新与工艺优化,汉顿集团正不断推动中国包装装备制造业向高端化、智能化、绿色化迈进,为下游产业的升级与发展提供了坚实可靠的装备基础。